
大部分造纸的原材料是植物纤维,这些材料受到周围环境湿度的影响(既在纸和空气间达到湿度平衡前),纸张会发生吸收或释放出水份的现象。若环境内的空气比放置在环境内的纸张干燥,则纸张中的水份将被空气所抽取(这也是除湿机的工作原理)。由于各种纸浆材料的吸湿能力存在差异,使得不同材质的纸张含水量也不同,若要保持存储材料的水份不丢失,就必须保持空气与所存储材料之间所含水份的平衡。
在25℃时空气相对湿度与棉花含水量之间的平衡关系
空气湿度%RH
20
30
40
50
60
70
80
90
100
干空气含水量%
3
4
4.5
5
6
7.5
9
12.5
21
棉花的含水量%
3.8
4.5
5.5
7
8
10
11.5
15
24
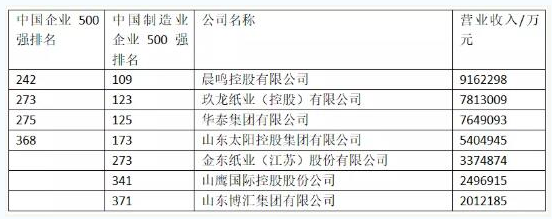
不同纸浆材料含水量的对比
空气湿度%RH
40
50
60
70
80
90
亚麻纸浆纸%
5.4
5.8
6.3
7.0
8.0
9.2
苏打纸浆纸%
5.9
6.6
7.3
8.2
9.7
11.3
棕色机制纸浆纸%
6.5
7.2
7.9
8.8
10.0
11.7
白色机制纸浆纸%
8.0
8.7
9.3
10.0
11.0
12.0
显然,造纸原材料的种类决定了纸张的吸湿能力,随着纸张中合成纤维含量的搞高,其吸湿能力比纯植物纤维相对提高,若将植物纤维切碎(提高纤维的表面积),也可提高其吸湿能力。
上述数值表明纸张很容易吸收或释放水份,这两个过程均会改变纸张的性质。吸湿时纸张会膨胀,放湿时会收缩。若不能保持理想的环境相对湿度,将会给生产过程造成诸多不便,并且会严重影响生产质量,例如:
纸张因过于干燥而附带静电、环境空气中产生大量灰尘;
造成送纸设备运转不畅、在旋转印刷机上不适当的力会撕裂印网;
印刷套色不准确、纸张或纸箱起皱、变脆、滚筒直径发生变化;
相同的问题也会在纸制品的生产过程中遇到,如生产一次性纸杯时,纸张要承受急剧
的膨胀力。机制纸杯和纸箱所要求的含水量为7%,若要达到这一指标就必须使其在70%RH
的环境中放置一定时间(2-3天),若在仓储中未能达到预期的相对湿度值,最好能够设置
湿度室以便纸张在生产前的保持其响应的含水量。
如果纸张是从温度较低的环境运到相对的高温环境时,纸张周围空气的温度会随之下
降,该部分空气的相对湿度上升。若此时开启包装,外露的纸张边缘吸收水份变长或卷曲而
形成波纹(即俗称“出汗”现象),若此时印刷使用纸辊碾压会造成内容消失或形成波纹边,
即使延长纸张在印刷车间的放置时间使纸张边缘水汽蒸发掉,纸张中心部分的湿度仍然不能
恢复,这也就是为什么要求纸张的防蒸发包装,必须在纸张达到车间环境温度后才能开启的
目的。当然,若纸张在改变环境后温度不发生变化,上述工作可以省去。
一些精明的制造商已经意识到环境湿度对产品的敏感性,通常的做法是使纸制品保持
相适应的高含水量。重要的是在纸张经运输,转移后,使其尽快放置于具备湿度控制的环境
中存储。
不同类型的纸张存储环境的相对湿度
彩色纸张45 %RH – 50 %RH
艺术纸张50 %RH – 55 %RH
厚纸板、纸箱55 %RH – 60 %RH
若按上述指标存储纸张将不会损坏您的产品,可使用湿度仪表监控环境湿度及纸张的含
水量,配备相应型号的除湿、加湿设备控制环境相对湿度将会避免许多不必要麻烦。